Product Details
Product Introduction
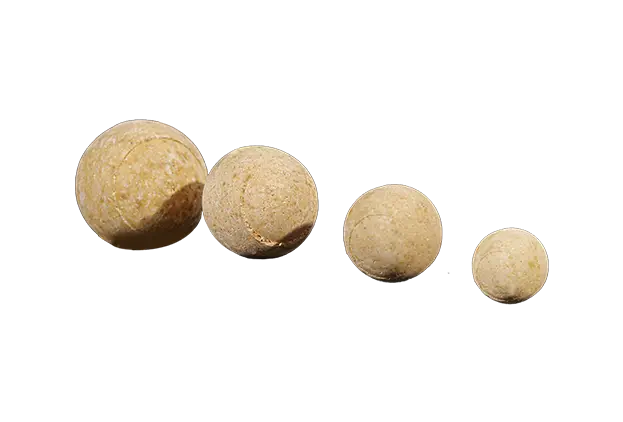
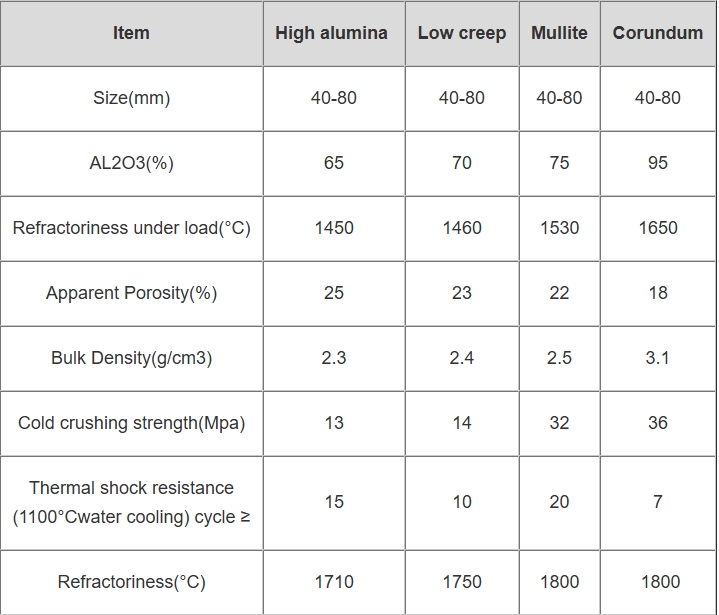
Designed for superior performance in harsh environments, our high-aluminum refractory balls contain up to 95% aluminum. These refractory balls offer exceptional thermal stability, mechanical strength, and resistance to thermal shock. They are suitable for a variety of industrial applications including catalytic reactors, heating furnaces, and conversion equipment. Their unique composition ensures that they maintain integrity at temperatures up to 1900 degrees Celsius, making them ideal for industries such as steel production, chemical processing, and non-ferrous metal smelting. The versatility of these refractory balls enables them to be used in a variety of applications, from supporting catalyst beds to providing thermal insulation in high-temperature environments. With a commitment to quality, our products are rigorously tested and backed by exceptional customer service to meet your specific industrial needs.
Advantages and features
1. Excellent thermal resistance: Our refractory balls are able to resist extreme temperatures, thus ensuring longer service life and less downtime in high-intensity industrial processes.
2. High Mechanical Strength: Designed to withstand heavy loads, our high alumina refractory balls provide stability and reliability in numerous applications without compromising performance.
3. Wide applicability: Applicable to various fields such as steel, glass, petrochemical and ceramics, providing flexible solutions for a variety of high temperature challenges.
4. Chemical stability: Our products resist chemical reactions with materials, protecting equipment and improving overall operating efficiency.
5. Proven Performance: Backed by extensive field data, our refractory balls improve production efficiency, ensure energy savings, and bring quantifiable return on investment to manufacturers.
Application Scenario
1. Steel industry: used in high temperature applications such as blast furnaces and heating equipment to improve performance and energy efficiency.
2. Chemical industry: suitable for reactors and catalytic converters, which require high thermal stability and chemical corrosion resistance.
3. Non-ferrous metal smelting: Maintaining structural integrity and withstanding extreme conditions in processes such as aluminum and copper.
4. Building materials production: Used in kiln linings for cement and glass manufacturing to ensure durability and efficiency in material handling.
5. Energy Production: Used in boilers and furnaces to improve durability and performance in power generation environments.